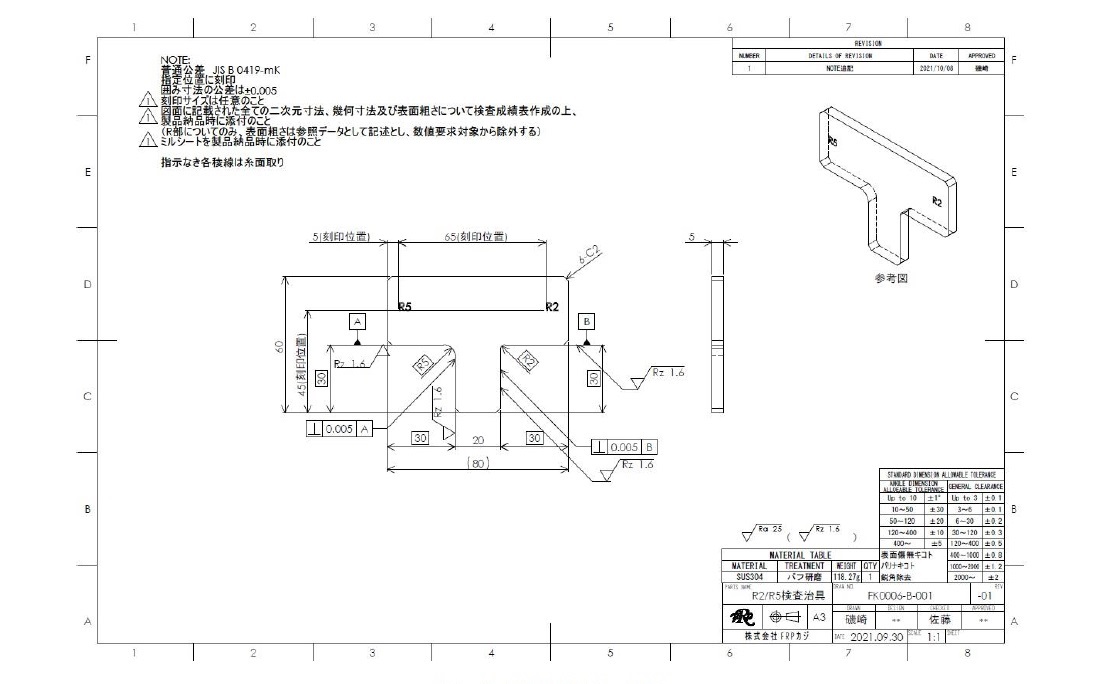
製作した角R検査治具の形状図面をもとに、実際にFRP成形体の角部加工を行いながら、狙いの角Rである2R、5Rになっているか否かを確認できる形状とした。この治具は検査基準となるため、詳細の形状検査を行った。その結果R部はそれぞれ2.03R、5.05Rであることが明らかとなった。本数値を狙い値として、今後FRP成形体の加工を実施する。
技術レポートのポイント
・幾何公差や基準を有する図面作成
・計測方法の工夫
・表面処理工程の検討/選定、並びにブルーレーザによる非接触計測+従来法のノギス/ダイヤルゲージ/CRゲージでの計測という二刀流
・非接触法と従来法の計測結果の比較とCV値を用いたばらつきの検証